หั่น Lead time งานที่ท้าทายสำหรับลีน
จากบทความก่อนหน้า
“Lead time ที่สั้นลงหมายถึงกำไรที่สูงขึ้น” นำมาซึ่งคำถามว่า “จะทำยังไงจะลด lead
time ในกระบวนการเรา” หลายครั้งผู้เขียนได้รับคำถามลักษณะนี้จากองค์กรที่ได้ไปให้คำปรึกษา
พร้อมทั้งอยากให้ผู้เขียนแนะนำเครื่องมือสำหรับการลด Lead time หรือจัดอบรม workshop
เพื่อลด
lead time ให้
ผู้เขียนเองจำเป็นต้องใช้เวลาชี้แจงว่าการหั่น lead time นั้นไม่ใช่เรื่องง่ายและไม่มีเครื่องมือสำเร็จที่จะใช้ได้ในทุกสถานการณ์
แต่จำเป็นที่องค์กรที่นำหลักการลีนไปใช้จะต้องเข้าใจว่าโอกาสใหญ่ๆในการปรับปรุงอยู่ตรงไหนก่อนที่จะจัดเครื่องมือของลีนไปใช้เป็นลำดับ แต่กระนั้นก็เถอะ มันก็สามารถที่จะกล่าวคร่าวๆ
ได้ว่าวิธีการในการที่จะหั่น lead time อาจจะสามารถจำแนกออกเป็นสองกลุ่มวิธีการคือ
1. การปรับปรุงทางวิศวกรรมในกระบวนการผลิต
ตัวอย่างการปรับปรุงทางวิศวกรรมในกระบวนการผลิตที่มีผลกับ
lead timeอาจจะสามารถสรุปได้ในตารางข้างล่าง
|
ก่อนปรับปรุง
|
หลังปรับปรุง
|
|
จับกลุ่มเครื่องจักรประเภทเดียวกันไว้ด้วยกัน
|
จับกลุ่มเครื่องจักรหลายประเภทไว้ด้วยกันตามการไหลงาน
|
|
จับสินค้าหลายชนิดผลิตบนเครื่องจักรเดียวกัน
|
จับกลุ่มสินค้าให้น้อยชนิดผลิตบนเครื่องจักรเดียวกัน
|
|
มีรูปแบบการปรับตั้งเครื่องจักรหลากหลายซับซ้อน
|
มีรูปแบบการปรับตั้งที่น้อยลง
|
|
จัดการกับคุณภาพด้วยการตรวจ
คัดเลือก แก้ไข
|
จัดการกับคุณภาพตั้งแต่การออกแบบและการผลิต
|
|
เน้นประสิทธิภาพการใช้งานเครื่องจักร
|
เน้นการใช้เครื่องจักรที่เหมาะสมกับความต้องการ
|
จะเห็นว่าถ้ายึดติดกับแนวคิดดั้งเดิม
(ซึ่งคงจะแทบไม่ค่อยมีให้เห็น) จะเน้นการสร้างความเชี่ยวชาญและประสิทธิภาพในการใช้งานเครื่องจักร
จับกลุ่มประเภทเดียวกันไว้ด้วยกัน
สามารถขึ้นผลิตสินค้าได้หลากหลายชนิดบนเครื่องเดียวกัน ในขณะที่เครื่องจักรมักจะถูกซื้อมาเผื่อการผลิตงานหลากหลายรูปแบบเช่นกัน
(เผื่ออนาคต) และในเมื่อเหตุการณ์นั้นเกิดขึ้นจริงก็มักจะเผชิญกับปัญหาความซับซ้อนในการปรับตั้งเครื่องจักรที่เพิ่มขึ้นๆ
การเตรียมที่ต้องใช้เวลานานขึ้น ทักษะที่ยิ่งต้องสูงขึ้น
(นับวันแค่คนทักษะเอาแค่ทำงานไม่หลากหลายยังหายาก)
ในขณะที่การปรับปรุงด้วยแนวคิดลีนควรจะทำให้เกิดการจับกลุ่มเครื่องจักรที่เหมาะสมไม่ซับซ้อนมาเรียงตัวกันเพื่อสนับสนุนการไหลของงานให้ดียิ่งขึ้น
ผลิตงานที่มีความหลากหลายน้อยลงบนกลุ่มเครื่องจักรแต่ละกลุ่มที่จัดสรรไว้ ทำให้เกิดความหลากหลายในการปรับตั้งกระบวนการ
เครื่องจักรที่ลดลง ลดเวลาในการปรับตั้ง ลดเวลาในการเคลื่อนย้ายงาน
และมักจะมีโปรแกรมที่จะพยายามลดเวลาปรับตั้งเครื่องจักรควบคู่ไปด้วย
ในขณะที่เมื่อความซับซ้อนน้อยลงจึง ใช้เวลาปรับตั้งน้อยกว่า ก็จะสามารถที่จะมีเวลาที่จะผลิตล็อตของงานให้น้อยลงด้วย ในการออกแบบกระบวนการและผลิตโดยเอาแนวคิดคุณภาพเข้าไปร่วมด้วยเลย
การตรวจสอบคุณลักษณะสินค้าเปรียบเทียบกับคุณสมบัติของกระบวนการเพื่อมองปัญหาที่อาจจะเกิดขึ้นระหว่างผลิตก็เป็นไปได้ง่ายขึ้นเพราะความซับซ้อน
หลากหลายที่น้อยลง (โฟกัสได้มากขึ้น) คุณภาพในการผลิตก็จะมีโอกาสเกิดขึ้นนับตั้งแต่ยังไม่ผลิต
เมื่อเกิดความยืดหยุ่นได้มากขึ้นจากล็อตงานที่น้อยลง
องค์กรก็จะสามารถเปลี่ยนรูปแบบบริหารจากการผลิตเป็นสต็อคไปสู่การผลิตตามความต้องการ
(make-to-order) นั่นก็จะทำให้เวลาที่รอคิวลดลงไปด้วยเช่นกัน
เพราะไม่เกิดการผลิตเกินความจำเป็น รอเกินความจำเป็น
2. การปรับปรุงกระบวนการการจัดตารางงาน (Scheduling) ในการผลิต
ซึ่งถึงแม้เครื่องมือของลีนหลายตัวจะไปเกี่ยวข้องกับวิธีการกลุ่มแรกจะมีประสิทธิภาพในการที่จะลด
lead time ลงด้วยการปรับปรุงการไหลของงานให้เร็วขึ้น สั้นลง ง่ายขึ้น แต่หากปราศจากวิธีการในกลุ่มสองแล้วการจะทำให้
lead time ที่ลดลงนั้นไม่เกิดประโยชน์สูงสุด หรือไม่อาจจะรักษาเอาไว้ได้
องค์กระกอบเวลาของ lead time ที่ชัดเจนที่ได้รับผลกระทบจากการจัดตารางงานคือ
เวลารอคิวงานซึ่งไม่เพียงได้รับอิทธิพลจากล็อตงานที่ใหญ่หรือการปรับตั้งเท่านั้น
แต่ลำดับงานเองก็สร้างผลกระทบได้อย่างยิ่งเช่นกัน
ตัวอย่างเช่นงานกำลังพร้อมจะผลิตอยู่แล้วแต่กลับต้องรอล็อตก่อนหน้าที่ต้องผลิตให้จบก่อน
ซึ่งหากว่ากำลังผลิตนั้นมีอยู่มหาศาลการจัดคิว
หรือตารางงานคงไม่ได้มีความสำคัญแต่อย่างใด
และหลายองค์กรก็มักจะมีสมมุติฐานเช่นนั้น
แต่ข้อเท็จจริงคงเป็นการยากที่ธุรกิจจะประสบความสำเร็จกับการมีทรัพยากรมากเกินความจำเป็น
หรืออีกนัยนึงกำลังผลิตนั้นมีข้อจำกัดแถมยังมีปัญหาในการไม่สามารถใช้ได้อย่างเกิดประสิทธิผล (OEE ต่ำ) อีกต่างหากแถมท้ายด้วยความต้องการของลูกค้ากลับผันผวนสวนทางกับกำลังผลิตที่คงที่หรือต่ำลง
นั่นทำให้การจัดตารางงานกลายเป็นสิ่งจำเป็นที่ท้าทายมากขึ้นๆ
ดังนั้นผู้ดูแลในส่วนงานวางแผนและจัดตารางงานจำเป็นยิ่งต้องมีทักษะ
มีความสามารถในการจัดทำรายละเอียดให้สูง สมมุติฐานให้แม่นยำ
การคำนวณที่เชื่อถือได้
ซึ่งปัจจุบันมีโปรแกรมมากมายในท้องตลาดที่จะช่วยวิเคราะห์ได้
หรือแม้กระทั่งโปรแกรม Excel ที่เราคุ้นเคยกันก็สามารถนำมาประยุกต์ใช้ได้เช่นกันสิ่งสำคัญคือข้อมูล
สมมติฐานที่นำมาใช้นั้นจะต้องถูกต้องครบถ้วน ทุกๆ
ปัจจัยที่จะส่งผลต่อกำลังผลิตจะต้องถูกนำเข้ามาคิดให้มากเท่าที่จะมากได้
ข้อมูลจำนวน ความต้องการ วันที่ต้องการก็จะต้องถูกต้องแม่นยำเช่นกัน รวมถึงต้องมีการพัฒนากฏระเบียบต่างๆ
ในการเลือกงานในคิวให้เหมาะสมเช่น
การจัดกลุ่มงานให้เรียงต่อคิวกันตามกฏเพื่อลดการปรับตั้ง
การให้งานที่ใช้เวลาผลิตน้อยที่สุดขึ้นก่อนหรือกฏอื่นๆ ตามทฤษฎี
ที่ควรนำมาใช้เพื่อลด Lead time ซึ่งสามารถหาค้นคว้าได้ทั่วไป(1)
โดยตัวแบบที่เลือกมาใช้ทำตารางงานนั้นควรจะสามารถจัดทำรายงาน
แผนภาพให้เห็นได้ง่าย อาจจะเป็นตัวอย่างในลักษณะ Gantt Chart หรือกราฟอื่นๆ
ที่เราสามารถเห็นและทำความเข้าใจกับผลลัพธ์ได้โดยเร็ว
รวมทั้งควรจะมีคุณสมบัติในการทำการศึกษาเปรียบเทียบทางเลือกได้ (What-if
Analysis) เพื่อใช้ในการตัดสินใจและจะเยี่ยมที่สุดหากสามารถรายงานผลลัพธ์อื่นๆไม่ว่าจะเป็นสินค้าคงคลังที่จะเกิดในคิวหรือ
lead time ได้ ซึ่งจะช่วยให้นักจัดตารางงานได้ตอบสนองต่อผลลัพธ์ด้วยการปรับเปลี่ยนตารางงานให้เหมาะสมทันท่วงที
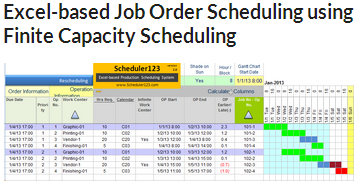
รูปแสดงตัวอย่างการใช้ excel ในการวางแผนและนำเสนอ
จะเห็นว่าทั้งหลายทั้งปวงนี้ไม่ใช่งานง่ายเลย
ต้องการคนที่มีทักษะสูงอย่างยิ่งในการพัฒนาหรือดำเนินการจัดทำตารางงานให้เกิดผลลัพธ์อย่างที่องค์กรที่ทำลีนต้องการ แล้ววันนี้นักวางแผนงานของคุณมีทักษะ
หรือมีความเข้าใจหรือยัง?
(1) ตัวอย่างเทคนิคการจัดตารางงาน http://wps.prenhall.com/wps/media/objects/7117/7288732/krm9e_SuppJ.pdf
ไม่มีความคิดเห็น:
แสดงความคิดเห็น